新闻中心

在云南这片高原大地上,水质安全始终是工业生产、民生保障的核心需求。昆明浩洲水处理有限公司作为云南本土专业水处理设备制造商,凭借10余年技术沉淀与全产业链服务能力,已成为“云南反渗透设备”“昆明反渗透设备”领域的标杆企业,业务覆盖红河、文山等全省重点区域,为食品加工、电子制造、医药化工等行业提供定制化纯净水解决方案。

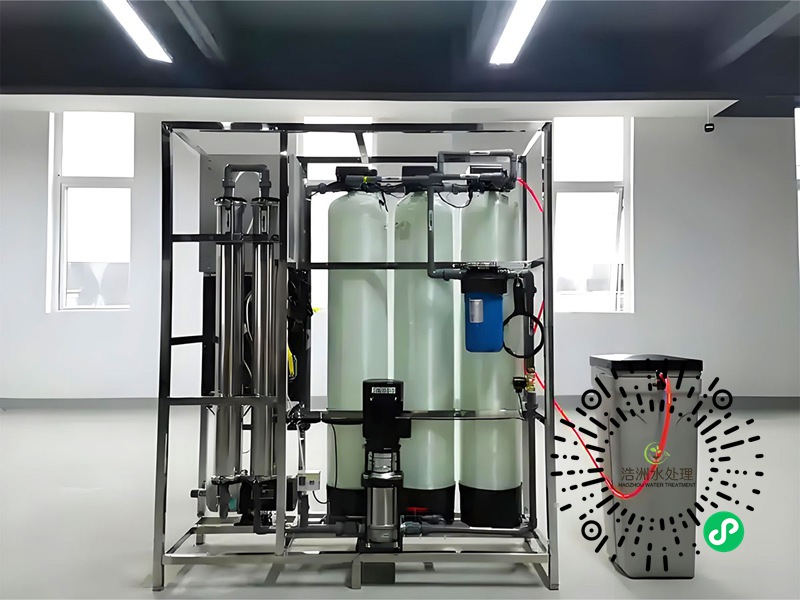
昆明浩洲水处理自主研发的反渗透设备采用进口复合膜组件,结合智能稳流控压技术,可实现单台0.125m³/h至150m³/h的灵活配置。设备核心优势显著:
高效脱盐:脱盐率>97%,出水水质一级<10μs/cm,二级<0.5μs/cm,满足电子级超纯水标准;
节能降耗:运行成本低至1.5-3元/吨,较传统离子交换工艺节能40%;
智能运维:PLC控制系统实现全自动运行、自动冲洗、故障预警,减少人工干预;
适应性强:可处理市政自来水、地下水、地表水等多类水源,抗污染膜组件寿命长达3-5年。

针对云南地域特性,昆明浩洲水处理推出差异化解决方案:
红河反渗透设备:为蒙自、个旧等地的矿泉水厂、果汁加工企业定制双级反渗透系统,有效去除水中铁锰、有机物,保障产品口感;
文山反渗透设备:针对三七制药、生物医药行业,开发EDI超纯水模块,确保水质符合GMP认证;
昆明反渗透设备:为发电厂、酒店提供一体化反渗透+软化水设备,解决锅炉补给水结垢难题。
公司构建“研发-生产-安装-售后”闭环服务体系,拥有35人专业团队,提供7×24小时应急响应。近期为曲靖某化工企业设计的10T/H反渗透系统,通过前置多介质过滤+活性炭吸附+阻垢剂加药组合工艺,使产水回收率提升至75%,年节约用水成本超20万元。
选择昆明浩洲水处理,即是选择高原水质安全的长期伙伴。 无论是云南反渗透设备的升级改造,还是新建项目的全流程支持,我们均以技术实力与本地化服务,为客户创造可持续价值。立即咨询,获取定制化水处理方案!



