新闻中心

云南作为生物多样性宝库与高原特色农业基地,对水质的要求贯穿科研、生产与生活全链条。纯水设备从基础的反渗透技术到高端的超纯化系统,技术迭代如何满足多元化需求?本文将解析云南纯水设备厂家的核心技术优势与创新方向。
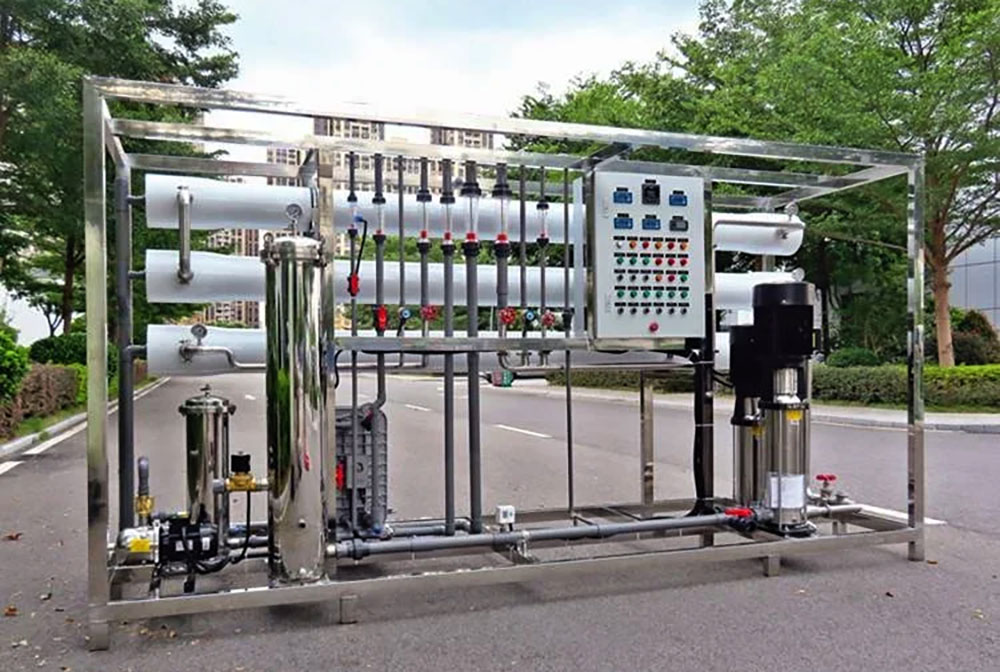
反渗透(RO)是纯水设备的核心工艺,其原理是通过高压泵使水通过反渗透膜,截留98%以上的溶解盐、细菌及病毒。云南部分地区水质硬度高(如昆明地下水总硬度达300mg/L),RO技术可有效降低硬度,防止设备结垢。
技术突破点:
抗污染膜材料:针对云南高浊度水源,开发耐污染的反渗透膜,延长使用寿命;
低压驱动设计:通过优化流道结构,降低操作压力,节省能耗20%以上。
在医药、电子领域,超纯水需去除水中所有离子、有机物及微生物。云南纯水设备厂家通过“RO+EDI+终端过滤”组合工艺实现这一目标:
EDI模块:利用电场驱动离子交换树脂再生,无需化学药剂,减少二次污染;
紫外杀菌+超滤:进一步杀灭微生物,拦截0.001μm以上的颗粒。
案例应用:
某云南生物制药企业采用超纯水系统后,产品注射剂的不溶性微粒检测合格率从85%提升至100%,通过GMP认证。

云南纯水设备厂家正推动两大创新:
物联网监控:通过传感器实时采集水质、压力数据,云端分析预测设备故障,减少停机时间;
能量回收装置:利用高压浓水能量驱动进水,系统整体能耗降低35%。
用户反馈:
昆明某实验室引入智能纯水系统后,运维成本下降40%,且可通过手机APP远程监控设备状态。
选择云南本地厂家,企业可享受:
快速响应:24小时内到达现场解决故障;
定制培训:针对操作人员开展水质管理、设备维护专项培训;
耗材优惠:与厂家直接合作,滤芯、膜元件等配件价格低于市场均价15%。
结语
从反渗透到超纯化,云南纯水设备厂家通过技术创新与本地化服务,为各行业提供高性价比解决方案。未来,随着“绿色制造”政策推进,低能耗、高智能的纯水设备将成为市场主流。



